
Manufacturers have two choices 2D or 3D machine vision, depending on application requirements. More recently, manufacturers have embraced 3D machine vision to deliver accurate dimensional data, taking application capabilities to a new strategic level.
What is 2D machine vision?
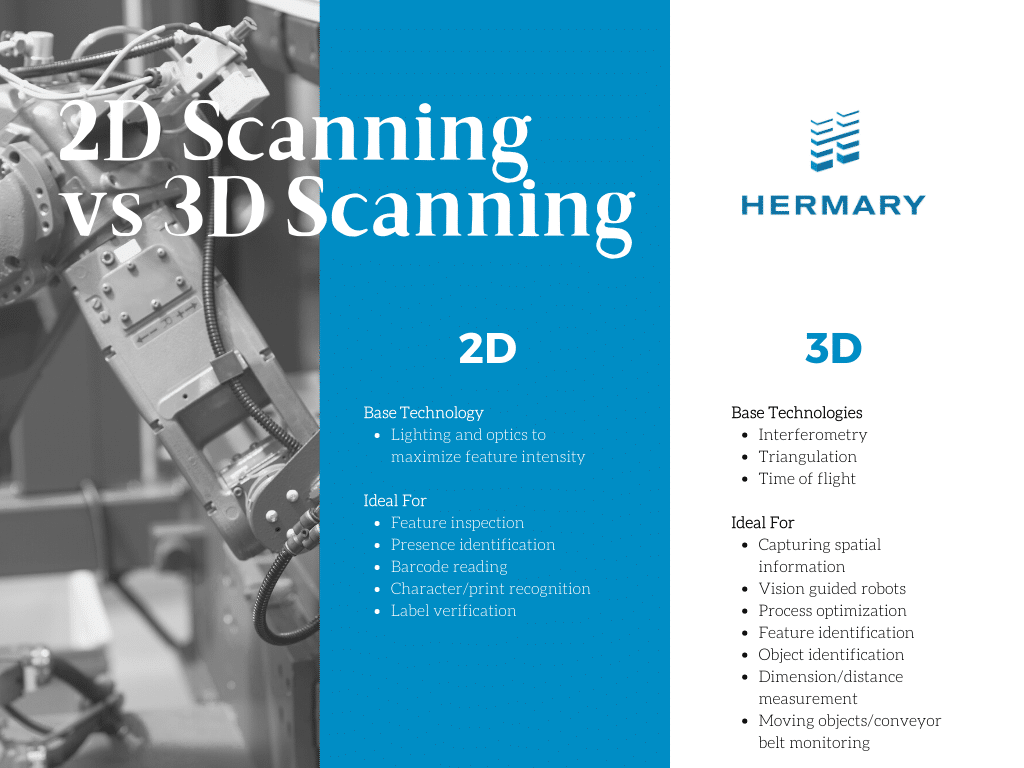
2D machine vision used a digital camera to capture an image of an object. With 2D machine vision, a two-dimensional map (X, Y) of reflected intensity is captured and processed. Processing typically consists of comparing variations in intensity (contrast). Traditionally used for applications like barcode reading, label orientation, and printing verification, 2D vision is well known by many in the industrial automation industry. However, 2D machine vision systems generally need highly-controlled environments with standard viewpoints, and lighting that creates high contrast and eliminates shadows.
Typical limitations of 2D machine vision technology include; parallax, occlusion, shallow or fixed depth of focus, ambient light, and contrast variations.
Benefits of Using 3D Scanners
3D scanning captures the depth of a target object using a wide variety of techniques. In industrial automation or factory automation, one of the most reliable methods is triangulating using laser signals, or laser triangulation.
3D Machine Vision scanners output a point cloud, which is a digitized model of the shape and location of object(s). 3D scanners work well with nonrigid objects – objects that can vary in sizes and shapes, for instance, tree logs, pastries, fruits, meats, metals, and more.
With integrated illumination, Hermary machine vision products operate under a wide variety of ambient lighting conditions, without relying upon the target’s contrast. A further benefit of 3D machine vision is the ability to stitch together point clouds from multiple scanners. For example, a large object such as a truck frame can be scanned with multiple scanners. Complex shapes can be digitized by stitching point cloud data from multiple, strategically placed scanners.
Industrial robots work in a three-dimensional world. A blind robot is limited to performing repetitive and structured tasks. 3D machine vision allows a robot to sense variations in its physical environment and adapt accordingly, increasing flexibility, utility, and velocity.
Types of 3D Scanning Technologies
There are generally three types of 3D machine vision technologies used in industrial settings: interferometry, triangulation, and time of flight.
| Interferometry | Triangulation | Time of Flight | |
|---|---|---|---|
| Scanning Methods | Michelson Interferometer | Laser triangulation | LIDAR |
| Resolution / Accuracy | Extremely high | High, down to millimeters | Low |
| Distance / Depth of field | Short-range (micrometers) | Mid-range, close to scales humans can measure | Long-range (tens of meters to kilometers) |
| Industrial Applications |
|
|
|
| Further reading | Interferometry: Capturing 3D data with Light-based Measurement Techniques | Laser triangulation, stereo vision and coded light explained | Time of flight: Capturing 3D data with Light-based Measurement Techniques |
2D vs 3D machine vision in summary
2D and 3D machine vision for the automation experts
Understanding the differences between these two methods can help you choose the right vision technology. In the following introductory video to machine vision, we provide practical examples of industrial applications each vision technology is suitable.
Find out more about 3D and 2D machine vision at Hermary’s Guide to Unlocking Your Automation Potential, or book a free consultation with Hermary today.




